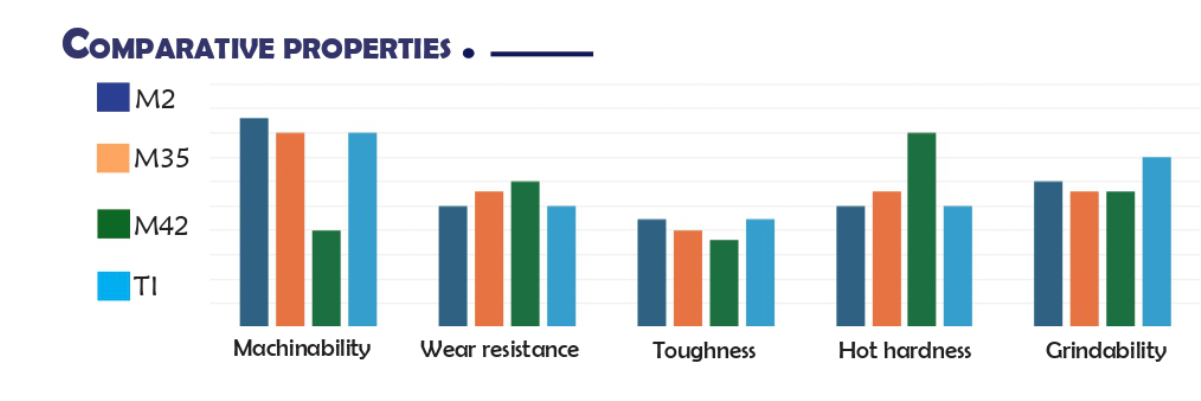
M42 High Speed Steel : It is a cobalt alloyed high speed steel, it is widely used in metal manufacturing industries because of its superior red hardness as compared to more conventional high-speed steels. This allows for shorter cycle times in production environments due to its higher cutting speeds and from the increase in time between tool changes.
» USA: AISI M42
» Europe: HS 2-9-1-8
» Germany: 1.3247
» Sweden: SS 2723
» Japan: JIS SKH59
» France: AFNOR Z110dkcwv9.8.4.2.1
» UK: BM42
CHEMICAL COMPOSITION:-
| C | Cr | SI | Mn | Mo | W | V | P | S | Ni | Co | Cu | |
| Min | 1.05 | 3.50 | 0.15 | 0.15 | 9.00 | 1.15 | 0.95 | -- | -- | -- | 7.75 | -- |
| Typical | 1.10 | 3.85 | 0.40 | 0.28 | 9.50 | 1.50 | 1.15 | 8.25 | ||||
| Max | 1.15 | 4.25 | 0.65 | 0.40 | 10.00 | 1.85 | 1.35 | 0.035 | 0.035 | 0.035 | 8.75 | 0.25 |
APPLICATIONS
- » Twist Drills
- » End mills
- » Band saws
- » Reamers
- » Milling cutters
- » Broaches
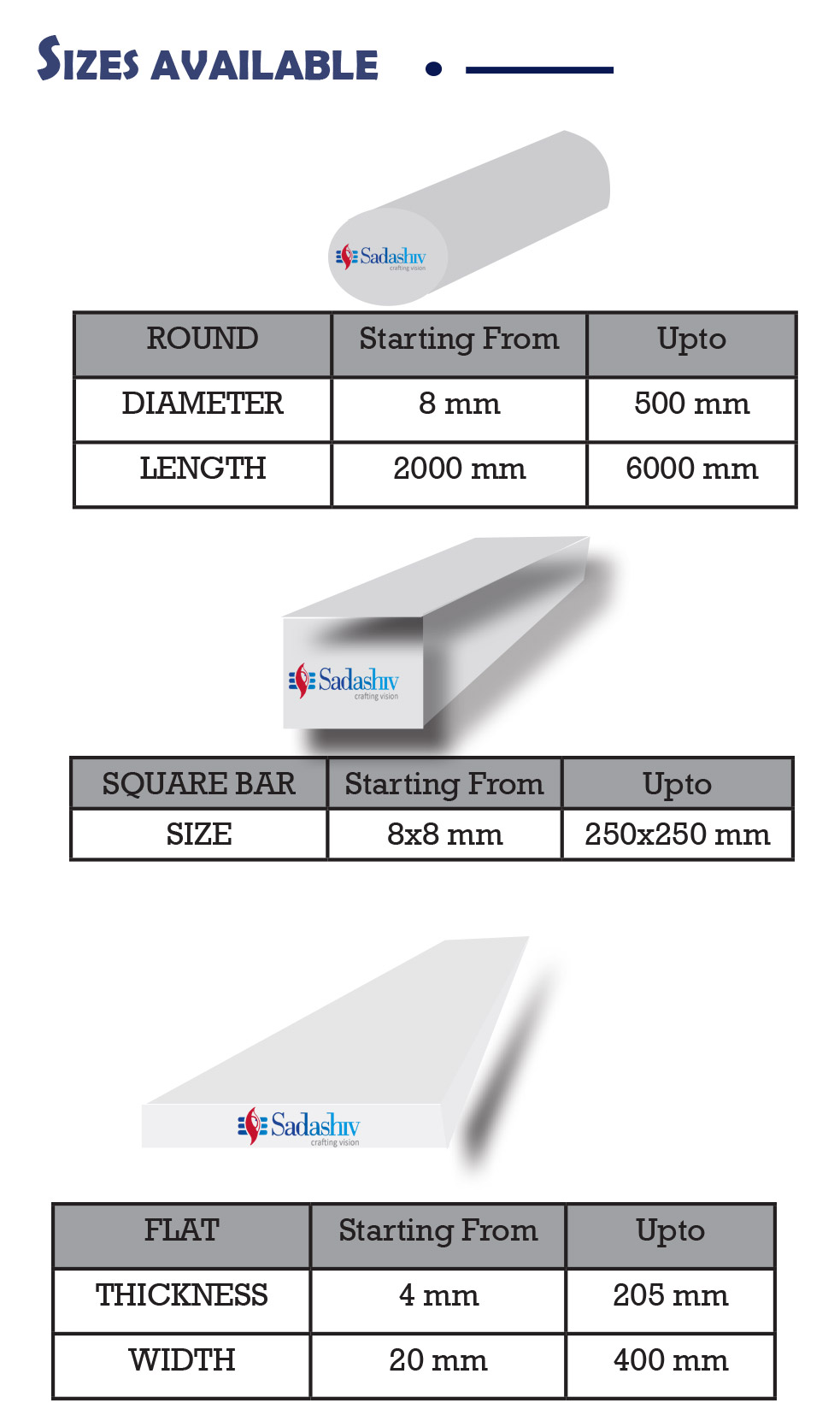
FORM SUPPLIED
- » Drawn wire
- » Square bars
- » Discs
- » Sheets
- » Bi-metal edges
- » Round bars
- » Flat bars
- » Wire rod
Available surface conditions : drawn, ground, rolled, hot rolled, cold rolled, peeled, turned.
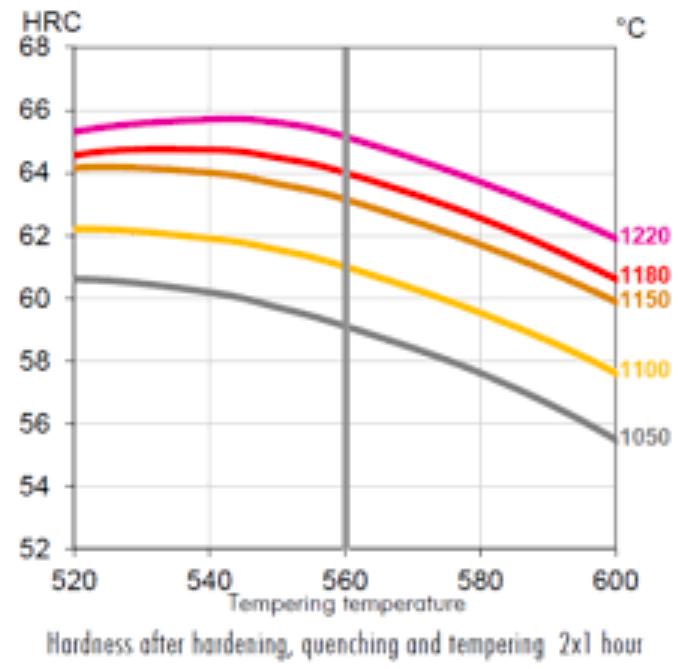
HEAT TREATMENT
- Stress-releiving at 600ºC to 700ºC for approximately 2hours, slow cooling down to 500 ºC.
- Soft Annealing in a protective atmosphere at 850-900 ºC for 3 hours, followed by slow cooling 10 ºC per hour down to 700 ºC, then air cooling.
- Hardening in a protective atmosphere with pre-heating in 2 steps at 450-500 ºC and 850-900 ºC and austenitising at a temperature suitable for chosen working hardness.
3 tempers at 560 ºC are recommended with atleast 1 hour holding time, each time
| Tool | Hardening | Tempering |
| single edge cutting tools | 1190 ºC | 560 ºC |
| multi edge cutting tools | 1150-1180 ºC | 550-570 ºC |
| cold work tools | 1050-1150 ºC | 550-570 ºC |
PROCESSING
M35 can be worked as follows :
- Machining( grinding,turning,milling)
- Polishing
- Hot forming
- Electrical discharge machining
- Welding(special procedure incl. pre-heating & filler
materials of base material composition)
GRINDING
During Grinding, local heating of the surface, which can alter the temper, must be avoided. Grinding wheel manufacturers can provide advise on the choice of grinding wheels.
SURFACE TREATMENT
The Steel Grade is a perfect substrate material for PVD coating. If nitriding is requested, a small diffusion zone is recommended but avoid compound and oxidized layers.
DELIVERY HARDNESS
- » Typical soft annealed hardness is 250 HB
- » Cold drawn and cold rolled material is typically 10-40 HB harder