H12 Steel is a deep-hardening, air hardening steel that exhibits minimal size change during heat treatment. H12 tool steel material has good resistance to thermal fatique cracking (heat cracking) and excellent resistance to gross cracking and thermal shock when water cooled in service
» USA: AISI H12
» Germany: 1.2605
» Japan: JIS SKD62
» UK: BH12
| C | Cr | SI | Mn | Mo | V | W | P | S | |
| Min | 0.30 | 4.75 | 0.80 | 0.20 | 1.25 | 0.20 | 1.00 | -- | -- |
| Typical | 0.35 | 5.10 | 1.00 | 0.40 | 1.50 | 0.35 | 1.35 | -- | -- |
| Max | 0.40 | 5.50 | 1.25 | 0.60 | 1.75 | 0.50 | 1.70 | 0.035 | 0.035 |
APPLICATIONS
- » Extrusion Tools
- » Forming Dies
- » Press Dies
- » Hot Shear Blades
- » Hot Punch tool
- » Dies for die carbide
- » Immediate Roller for
Cold Rolling
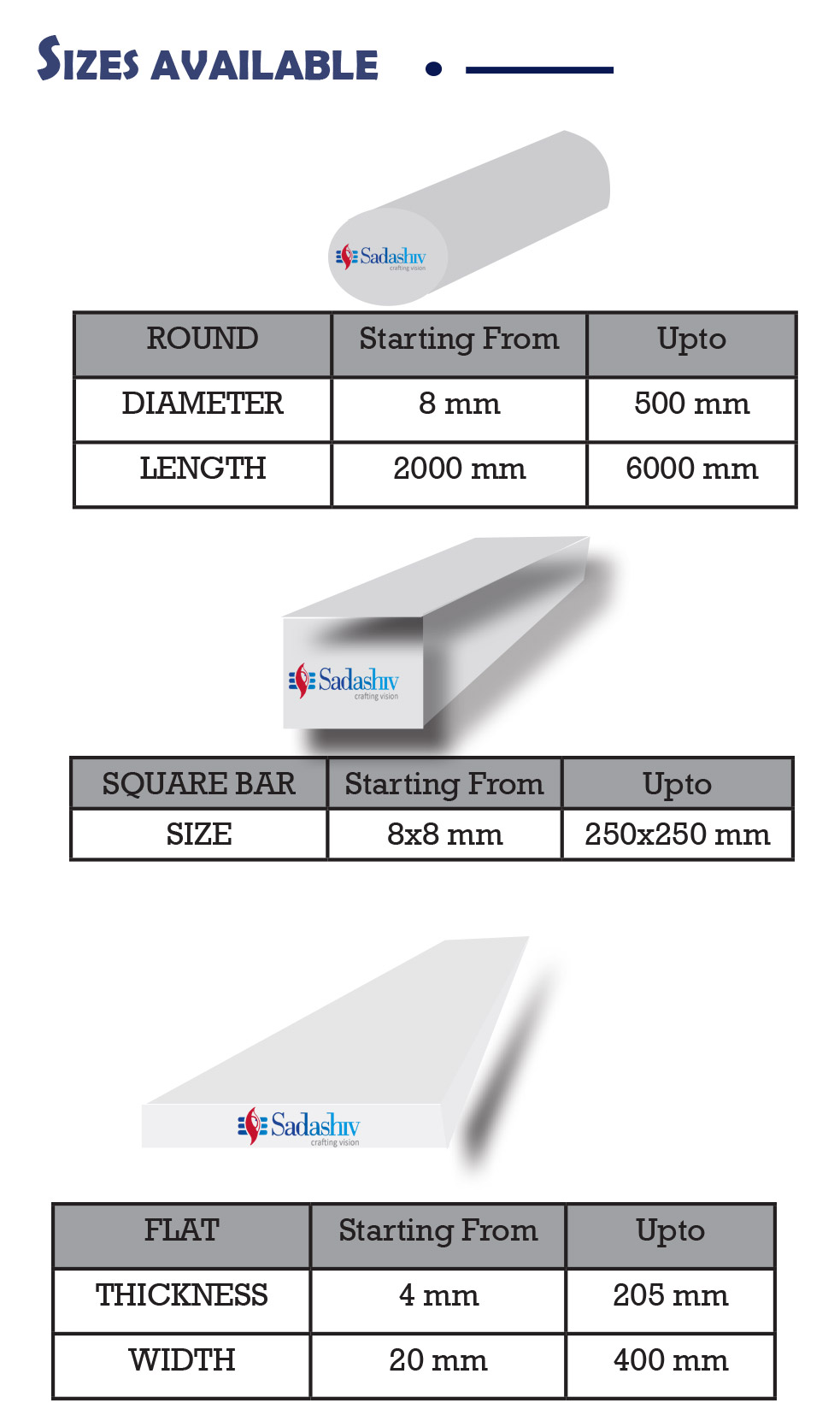
FORM SUPPLIED
- » Round bar
- » Flat Bar
- » Square Block
Available surface conditions : hot rolled, ground, peeled, turned, drawn, cold rolled
HEAT TREATMENT
- Stress-releiving : Stress relieving to remove machining stresses should be carried out by heating H12 steel to approx.650°C, holding for 1-2 hours at heat, followed by air cooling. This operation is performed to reduce distortion during heat treatment.
- Annealing : Heating Steel H-12 slowly and uniformly to 845~900°C, furnace cooling to 540°C at a rate 10~20°C/hr. Hardness HB 229 max.
- Hardening: Preheating (1): Heat H-12 steel to approx. 540~650°C, holding 30 minutes per 25mm.Preheating (2): Heat H12 tool steels to approx. 845~870°C,
holding 30 minutes per 25mm.Austenitizing: Heat steel H12 to approx. 1010~1050°C, holding 30 minutes per 25 mm. Quenchant: By oil or air.
- Tempering: temperature: 520-700°C hold at least 2 hours, air cooling and double tempering
- Forging: of H12 Tool Steel Hot forming temperature: 1100-850°C.
| Tool | Hardening | Tempering |
| single edge cutting tools | 1220 ºC | 560 ºC |
| multi edge cutting tools | 1180-1220 ºC | 560 ºC |
| cold work tools | 1050-1150 ºC | 560 ºC |
PROCESSING
H12 can be worked as follows :
- Machining( grinding,turning,milling)
- Polishing
- Hot forming
- Electrical discharge machining
- Welding(special procedure incl. pre-heating & filler
materials of base material composition)
GRINDING
During Grinding, local heating of the surface, which can alter the temper, must be avoided. Grinding wheel manufacturers can provide advise on the choice of grinding wheels
SURFACE TREATMENT
The Steel Grade is a perfect substrate material for PVD coating. If nitriding is requested, a small diffusion zone is recommended but avoid compound and oxidized layers.
DELIVERY HARDNESS
- » Typical soft annealed hardness is 250 HB
- » Cold drawn and cold rolled material is typically 10-40 HB harder