T1 tool steel : is one of the original tungsten high speed steels, although all tungsten steel grades are used to a limited extent because of the cost and questionable availability of tungsten. Of the T group steels, the general purpose T1 tool steels is the most commonly used.
» Germany: 1.3355
» Sweden: SS 2750
» Japan: JIS SKH2
» France: AFNOR Z80WCV.18.4.1
» USA: AISI T1
» Europe: HS 18-0-1
| C | Cr | SI | Mn | W | V | P | S | |
| Min | 0.73 | 3.80 | -- | -- | 17.20 | 1.00 | -- | -- |
| Typical | 0.78 | 4.15 | 17.95 | 1.10 | ||||
| Max | 0.83 | 4.50 | 0.45 | 0.40 | 18.70 | 2.10 | 0.035 | 0.035 |
APPLICATIONS
- » Twist Drills
- » Textile Knives
- » Paper Knives
- » Wood Knives
- » Milling cutters
- » Taps
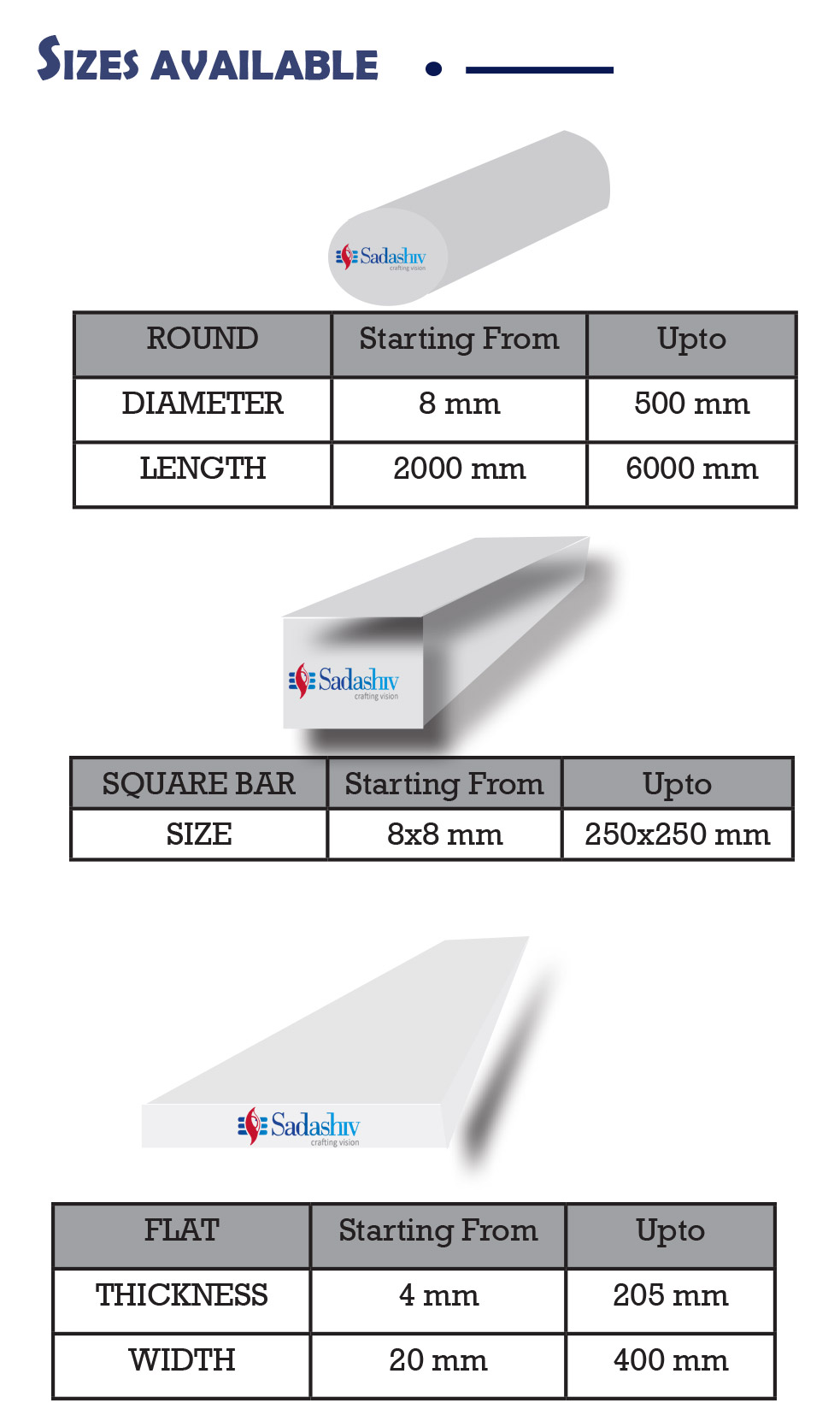
FORM SUPPLIED
- » Flat bars
- » Square bars
- » Discs
- » Sheets
- » Strips
Available surface conditions : drawn, ground, hot rolled, cold rolled, peeled, turned.
HEAT TREATMENT
- Stress-releiving at 600ºC to 700ºC for approximately 2hours, slow cooling down to 500 ºC.
- Soft Annealing in a protective atmosphere at 850-900ºC for 3 hours, followed by slow cooling 10ºC per hour down to 700ºC, then air cooling.
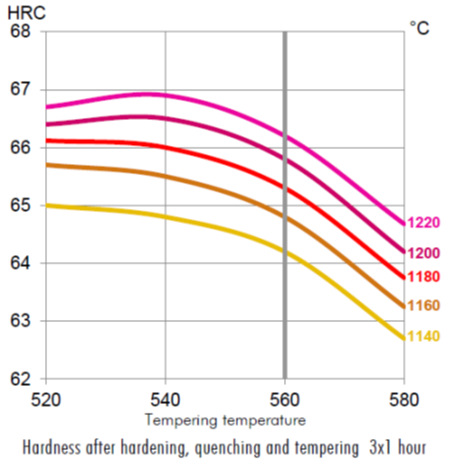
- Hardening in a protective atmosphere with pre-heating in 2 steps at 450-500 ºC and 850-900 ºC and austenitising at a temperature suitable for chosen working hardness. 2 tempers at 560ºC are recommended with at least 1 hour holding time, each time.
| Tool | Hardening | Tempering |
| single edge cutting tools | 1280 ºC | 550-570 ºC |
| multi edge cutting tools | 1180-1220 ºC | 550-570 ºC |
| cold work tools | 1150-1200 ºC | 550-570 ºC |
PROCESSING
T1 can be worked as follows :
- Machining( grinding,turning,milling)
- Polishing
- Hot forming
- Electrical discharge machining
- Welding(special procedure incl. pre-heating & filler
materials of base material composition)
GRINDING
During Grinding, local heating of the surface, which can alter the temper, must be avoided. Grinding wheel manufacturers can provide advise on the choice of grinding wheels.
SURFACE TREATMENT
The Steel Grade is a perfect substrate material for PVD coating. If nitriding is requested, a small diffusion zone is recommended but avoid compound and oxidized layers.
DELIVERY HARDNESS
- » Typical soft annealed hardness is 250 HB
- » Cold drawn and cold rolled material is typically 10-40 HB harder